Magna Bohemia Ltd. – The design of the logistic concept for the new production plant in Lipovka

The case study in pdf you can download here.
APPLICATION:
The dynamic simulation is today more and more in the foregroung. In this project it was the simulation used too. It was necessary to built the simulation model of the whole logistic concept because of building of a new production hall. On the basis of this model we decided about elementary ideas and concepts like placement of individual assembly projects, placement and size of individual warehouses, the material handling, using of conveyor systems, determination of production mode and its management, determination of pressing batches size and the needed size of buffer stock.
BRANCH:
Automotive industry

SECTOR:
Engineering
BENEFIT:
With using the dynamic simulation there was verified the design of complex system of production, storage and logistic concept for the new built production hall in Lipovka with regard to ensure most of supplies for customer by the system Just In Sequence.
About the company
The company has its roots in 1946 when the company „Plastimat national company“ was established and located in Jablonec nad Nisou. The next important was the year 1992 when was the company integrated to the company Eurotec Systemteile GmbH (D). From 1994 is Magna Bohemia strategically oriented to automotive industry. From 2009 is Magna Bohemia a part of the global company Magna which operates in more than 25 countries of the world. The company Magne is the internationally acclaimed producer and supplier of automotive components and systems.
Project targets
The project target was the complet logistic design for a new production plant in Lipovka. The fractional outputs were placements of new assembly projects and its buffer stocks, placement of a central warehouse, a storage and handling design of parts, a verification of proposed lenghts of conveyor systems, a verification of production mode at presses. For this complex and connected system was necessary to create a complex dynamic model in which were verified different variants of production volume. On the basis of this simulation outputs it was possible to create individual partial proposals, compare them and create the complex layout.
Solution
Because the creation of the complex model is not easy it was necessary to invent the whole concept how work with this large problem. At first there were proceeded profound data analysis about the planned production portfolio, production characteristics and capacity load of production facilities. As next there were identificated material flows throught the individual production facilities. All these things were used to the first step – understand to the whole problem and the determination of elementary preconditions.
Then was started the dynamic simulation model creation. After the verification of the model and its setting there were proceeded the outputs for the individual simulation variants.
The part of these outputs was the determination of pressing batches size and the press load. Then it was recommend the conveyor system lenght between presses and assembly workplaces. Then there were counted and determined buffer stock size for every simulation variant and the needed inventory of dispatching finished products
On the basis of these processed outputs there were verified the individual simulation variants. These variants differed mainly by placement of assembly projects. The individual variants, their advantages and disadvantages were consultated during the company workshopes.
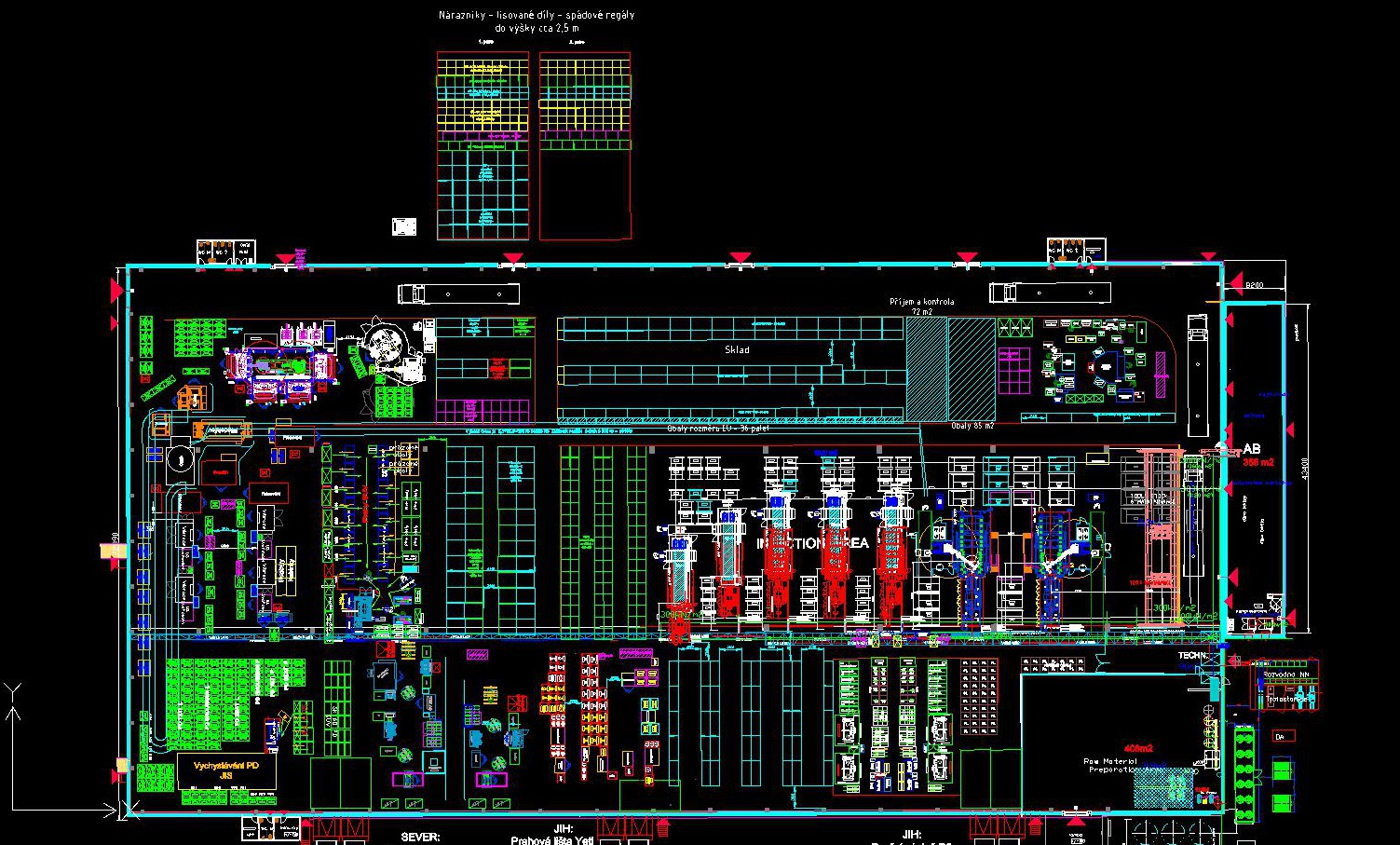
The final layout placement arised by this way.
Results
The final layout arised gradually from the simulation outputs:
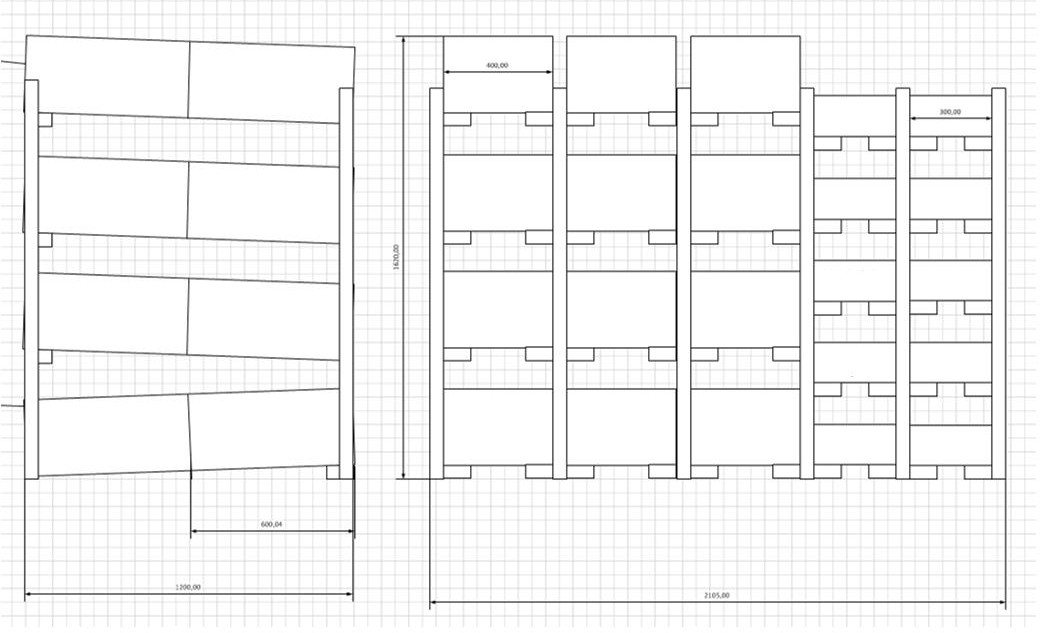
The next outputs were the design and plotting of the individual racks:
The next partial outputs and proposals:
- The proposal of the capacity increase of buffer stocks
- The determination of hangling vehicles number and their location and utilization
- The possibilities for the storage of empty packaging
- The proposal of the system vehicle in the central warehouse
The next simulation was focused on the particular assembly project which was the most important of the viewpoint of difficulty and production volume. There was verified the variability between the workers´number on the project and the buffer stock size which were expressed by the lenghts of conveyor systems.
On this graph is possible to see the comparison of average work times on individual workplaces for 5 simulated variants.

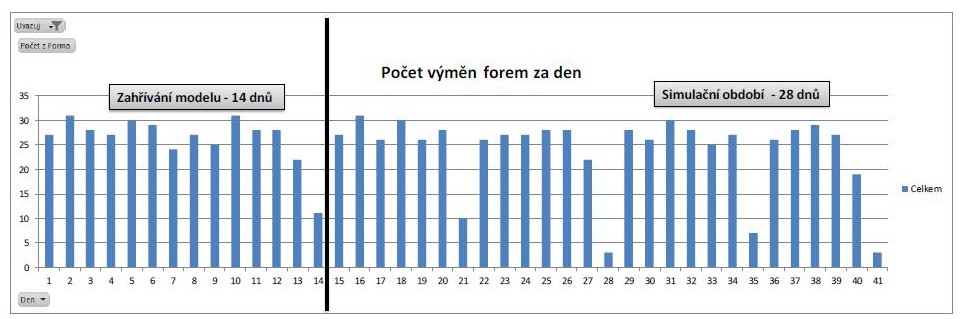
The next simulation was focused on using of the presses and cranes. There were simulated two variants of production volumes, the normal and the the maximal production variant. On the next graph there is an illustration of the simulation output for one variant – the number of mould changes on the presses every day.
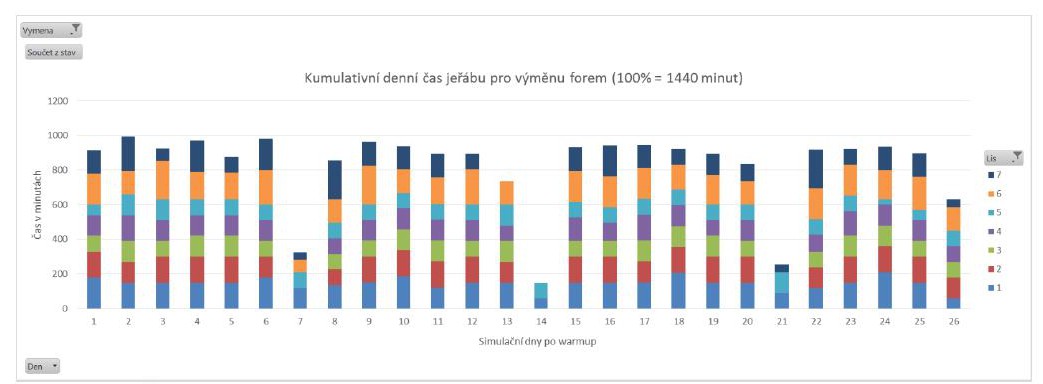
On this graph is the illustration of the next output form the other simulation varianty. There is possible to see usin of the overhead crane above presses and its percentage assignment to the individual press cumulativelly of the whole day.
The final solution was to recommend the layout of the individual workplaces, the buffer stock size, the needed number of handling devices and the handling system between the individual workplaces.