The layout verification using the dynamic simulation, Siemens Elektromotory Ltd.
![]()
The case study in pdf you can download here.
APPLICATION:
The dynamic simulation of a layout
BRANCH:
The electric motors production
BENEFIT:
The dynamic simulation model for the production solution, the verification of storage space size, the number of forklifts verification which will operate the production and the overall throughput of the proposed operational solution.
About the company
Siemens in Mohelnice is the biggest factory for the production of low-voltage asynchronous motors in Europe. The company employs almost 2000 workers and its production creates hundreds of follow-up work places at regional suppliers. The company produces almost 4000 electric motors a day which are used for driving of industry facilities like ventilators, pumps, compressors or machine-tools.
The operational changes
A lot of production companies figth with reorganisation problems which are from the difficulty of the changes and from the effort to reply to these questions: „What the change will mean for the production? Which benefits will be brouht? Will it cover the current production or will be possible to expand it? How big will be the space? How big will be the handling technology need? How react to the questions about demand changes? How react to sudden defect of machines?“ And other…..
For the answers is possible to use the few methods – from mathematical, statistical to estimates.
One of the method for the verification of designed layouts is the dynamic simulation.
The dynamic simulation advantage is to verificate ahead of time changes before the reoganisation start and without late invesments to deficiencies.
Project targets
The example is the situation in Siemens Ltd. in Mohelnice. In this company is taking place the whole operation reorganisation which should lead to the production modernisation and the demand covering of electric motors which are produced here. As a first stage is the change of a press shop.
The team of workers proposed the operation solution but it was neccessary to verifify the size of storage space, the number of forklifts for operation of this plant and the overall throughput of this proposed solution.
The project had the 3 phases:
- The gathering all the data which is need for the parametrization and its analysis and proceeding to the form which is needed to a dynamci press job model.
- The dynamic model of the press job creation on basis of parametrization of processes from the first phase and its validation.
- The verification of individual performances and flows and analysis according to the task.
All phases took places at cooperation of both of participating sides. On every side there was a „process team“ which was engaged in this project. The process team is able to manage itselfs and every member has needed knowledge.
During the first phase it was neccessary to gather all the data from the new operational plan, individual produst flows, power of individual machines (including the setting times), determination of the number and parametrization of operational means , determination of storage capacity, to workers. This data was put into model to a later changes. We found out advantages of this model now. And we found some of deficiences now
The dynamic simulation model
The next phase was the model creation – the dynamic simulation of press shop which corresponds with the proposed solution and it is possible to perfom tha actually changes which are found out from the next analyses.
The last phase was the verification of the assigned variants, analysis which lead to find of bottlenecks and proposals to their removing.
The picture of the model of the press shop – the dynamic simulation:
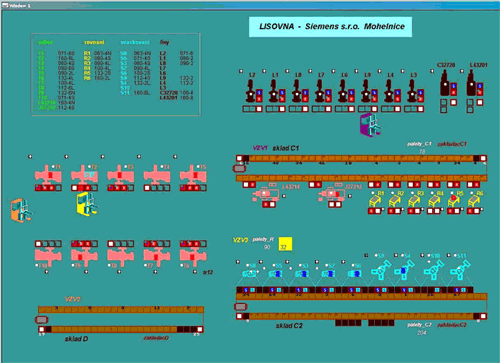
In the model there are all the production places (junctions): pressing of rotor and stator sheets, casting of rotors and stators bundling. For the operation of the whole plant are determined 3 forklifts and there are set the capacity of the individual storage racks.
From the results of the dynamic simulation and the analysis was needed to verify the overall throughput of the operation of the current production, but also for increasing of production by 40% next period, to determine the number of handling technology, to find out if the proposed storage locations correspond with the expected volume of future production and evaluate the technical parameters of loaders in all the racks.
The simulation period was 10 weeks, that means 50 working shifts which is sufficient period for finding out the calculation of average production per a shift and a week and due to it also the overall calculation of the production per a year. If need it was possible to perform the simulation of the whole year.
The model is designed so that it woul be possible watch the following measure process performance on basis of the simulation outputs:
- the number of produced products during the reported period (stator packets and rotors),
- the utilization of individual machines including setting,
- the forklifts utilization,
- the using of rack loaders,
- the running filling up of racks,
- the production fluency and the bottlenecks finding.
The examples of the statistics from the dynamic model:
Filling of the warehouses

The utilization of the forklifts and loaders:
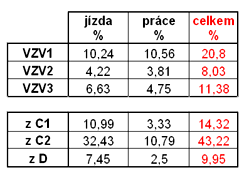
VZV 1, 2, 3 …. forklifts
z C1, C2, D …. loaders in the warehouses
jízda (ride) ……….. the time of a loader (forklift)
práce (work) ………. the loading time of the loader (forklift)
The utilization of individual machines:
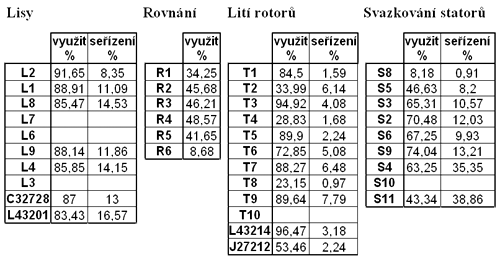
The analysis of the utilization of individual machines was performed of the working period including the maintenance and overhead time (presses 440 min/shift, other machines 450 min/shift). The statistics don´t include defects (but it is possible to also incude these problems).
It was performed the dynamic simulation for 6 variants at the current production, with the different product profolio which are proceeded of the individual machines. From the final variant which corresponded the required production with regard to the filling of the warehouses there were used the statistics to the project analyse. at the final phase was performed the simulation at the production increase by 40%.
The simulation and analysis results
There were determined 2 bottlenecks of the production: the rotor sheets warehouse and the part of rotor casting. The dynamic simulation and the following data analysis confirmed the possibility of their removing at the suitable decomposition and portfolio of products on the individual machines. And with the appropriate planning of production batches for the production junctions to the fluent production process without the useless buffer stocks. This was confirmed by the statistics of the warehouse filling where was confirmed that if the rules will be kept the 2 thirds of proposed storage places are enough, against the first simulation variants where the warehouse were completely full and thereby there was impossible to store the pressed material.
After the forklifts utilization analysis there was reduced the amount of forklifts from 3 to 2 and the following analysis confirmed that thi number is adequate to operate the whole production plant.
The dynamic simulation was used also for the planned production increase by 40% and the results proved the throughput of this variant including using only the 2 forklifts.