Automotive Lighting s.r.o. – „přímé toky“
![]()
Případová studie v PDF ke stažení
V České republice Automotive Lighting s.r.o. existuje od 1. května 1999, kdy vznikla jako joint venture německé firmy Robert Bosch GmbH a italské společnosti Magneti Marelli. Od roku 2003 je jediným vlastníkem společnosti Automotive Lighting společnost Magenti Marelli z koncernu Fiat. Rok 2000 byl pro firmu ve znamení přestěhování do nových prostor v jihlavské průmyslové zóně Pávov. Společnost vyvíjí a vyrábí nejmodernější světlomety pro výrobce automobilů z celého světa, například BMW, Honda, Kia, Mercedes, Mitsubishi, Nissan, Opel, Renault, Škoda a VW. Je uznávaným vzorem ve výrobě a její organizaci nejen v rámci Automotive Lighting, ale i výrobních závodů Magneti Marelli a celé skupiny FIAT.
Cílem tohoto projektu v Automotive Lighting s.r.o. bylo prověřit vzájemnou vazbu mezi vytížením seřizovačů na předvýrobních zařízeních (MFO) a velikostí vyráběných zásob, které spotřebovávají montážní linky. Důvodem pro toto prověření byla nedostatečná plocha potřebná pro uskladnění všech druhů materiálu spotřebovávaných montážními linkami – tzv. „přímé toky“. Velikost této zásoby se mění v závislosti na počtu a vytížení seřizovačů na předvýrobách (MFO), neboť v tento čas předvýroba stojí a neprodukuje díly. Naproti tomu výrobní linky mají svoji výrobu plánovanou dle zákazníka, a proto mohou stále spotřebovávat potřebný díl vyráběný na předvýrobě (MFO). Proto je nutná tato mezioperační zásoba „přímých toků“. Slouží k vyrovnání výrobní kapacity předvýroby a k plánované spotřebě výrobních linek. Jelikož tato závislost je poměrně obtížně sledovatelná a závisí na spoustě vstupních parametrů, předpokladů a možnostech, bylo nutné postavit a využít dynamický model, pomocí něhož byly zkoumány a prověřeny různé navrhované varianty.
Řešení
Na začátku projektu bylo nutné zpracovat potřebná vstupní data. Nejprve byly zpracovány požadavky na finální výrobu montážních linek. Dále bylo nutné vytvořit přiřazení materiálu ke kusovníku, k typu procesu, k výrobnímu času, k formě na lisech, k času nahození formy. Ke všem materiálům bylo nutné přiřadit balící index. Posledním velkým úkolem z oblasti zpracování dat byla nutnost rozklíčovat a přiřadit následné operace k vyráběným materiálům po lisování, tak aby bylo možné identifikovat následné procesy a operace.
Po zpracování vstupních dat byl vytvořen simulační model v programu Witness s následující logikou:
- Požadavky na výrobu se vyrábějí na montážních linkách
- V závislosti na této výrobě je určena spotřeba komponent v první úrovni kusovníku (přímé toky)
- Při poklesu této zásoby vzniká požadavek na výrobu všech pod-komponent (MFO) potřebných k vyrobení této komponenty
- Tato zásoba je nastavena fixně (např. na jeden průměrný spotřební den) pro každý simulační experiment
- Do výrobního procesu MFO jsou zahrnuty počty a délky seřízení jednotlivých strojních zařízení
Na takto postaveném modelu bylo možné sledovat závislost počtu a vytížení seřizovačů na nastavené počáteční zásobě přímých toků.
Výsledky
Simulační model v programu Witness pomohl s dostatečnou přesností odhalit vzájemnou vazbu mezi počtem a vytížením seřizovacích pracovníků na předvýrobách (MFO) a nutnou velikostí zásob pro uskladnění polotovarů, které se spotřebovávají na montážních linkách. Díky těmto informacím nebylo nutné držet zbytečně velkou zásobu přímých toků pro známý počet seřizovačů na předvýrobě. Snižováním z původní 1,5 denní zásoby jsme se dostali na hodnotu 0,6 dne. Pak už počet seřizovačů rostl. Zásoba materiálu se mohla snížit z původních 28 194 balení na konečných 18 875 balení, což je úspora 33%.
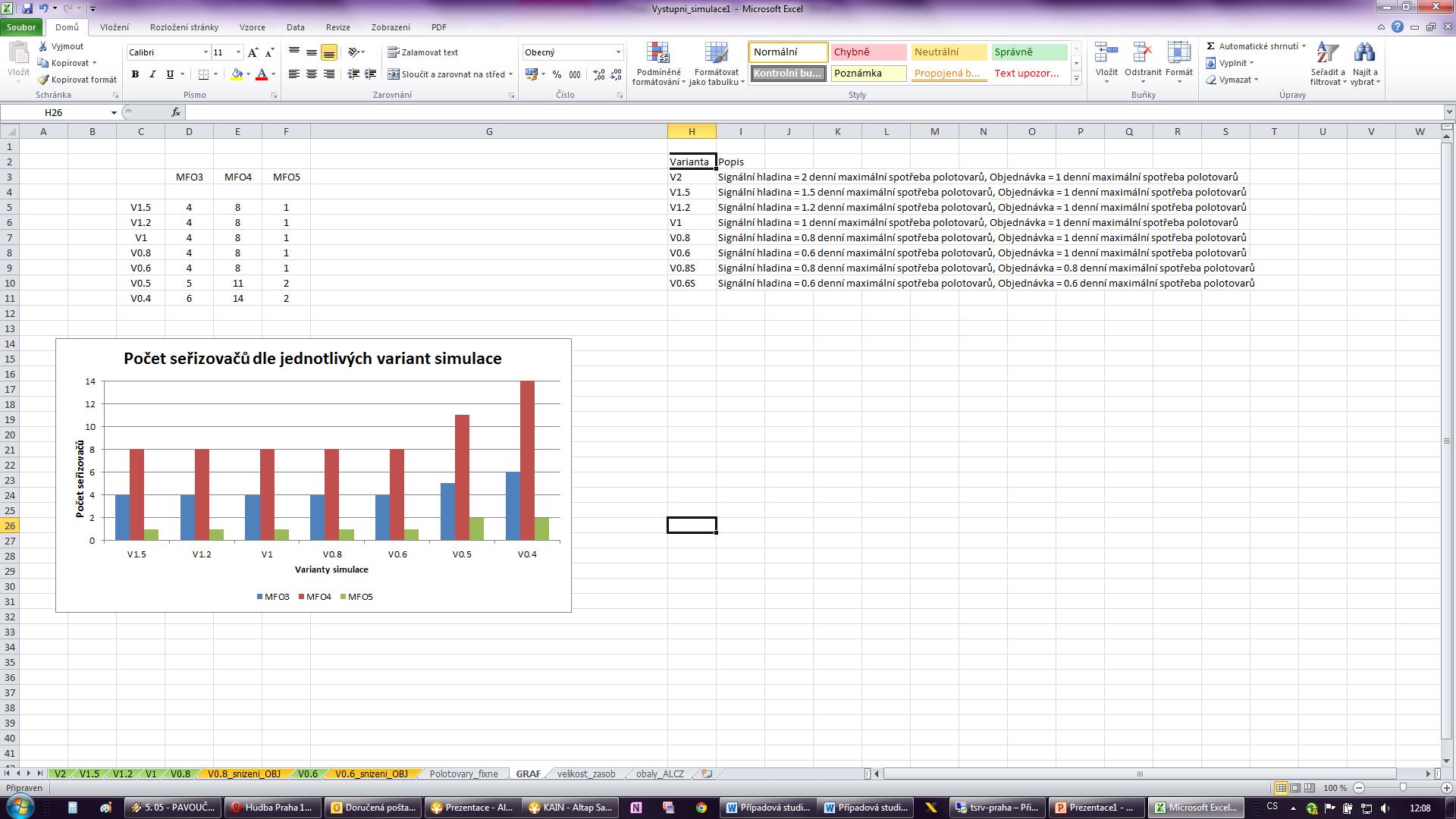
Obrázek č. 1 – Výstupy ze simulace – různý počet seřizovačů